


在大规模应用和工业生产中,晶硅太阳能电池占主导地位,其在制造过程中通常采用制绒、扩散、刻蚀、PECVD、印刷、烧结几道工序,由于一些机械应力、热应力及人为等不稳定因素的存在,会不可避免的造成硅片的一些隐性缺陷如污染、裂纹、扩散不均匀等,这类缺陷的存在大大降低了电池片的光电转换效率,导致公司增加经济损失。利用多种测试设备如EL、PL、corescan等检测硅片、半成品电池及成品电池存在的各种隐形缺陷,改善工艺参数,降低产品的不合格率,为公司提高成品率,大大的降低成本。
2.1光致发光(PL)
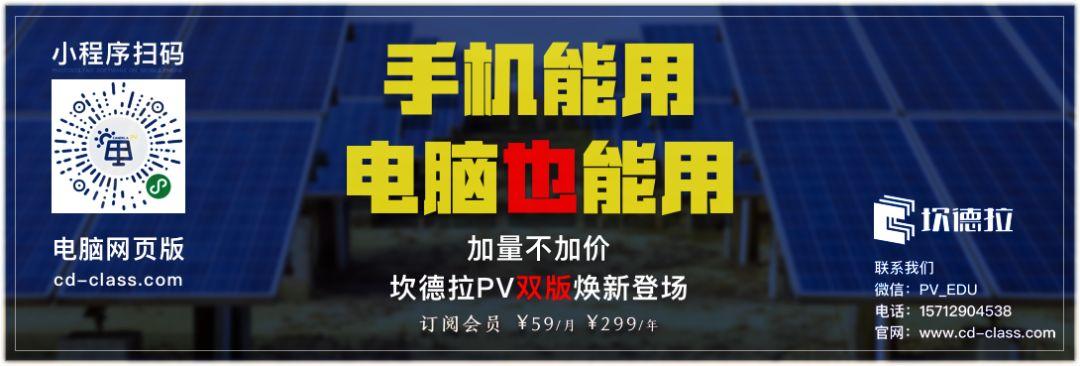
PL是检测原材料的有效方法,如Fig.2-1所示,以大于半导体硅片禁带宽度的光作为激发手段,激发硅中的载流子,当撤去光源后,处于激发态的电子属于亚稳态,在短时间内会回到基态,这一过程中会释放波长为1100nm的光子,光子被灵敏的CCD相机捕获,得到硅片的辐射复合图像[1]。
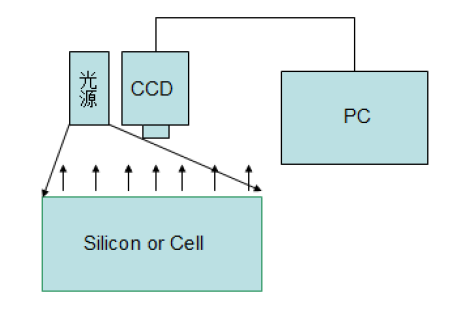
Fig.2-1光致发光
2.2电致发光(EL)
EL与PL工作原理相似,但不同之处在于激发非平衡载流子的方式不同,即在电池的正向偏压下,注入非平衡载流子(Fig.2-2)。
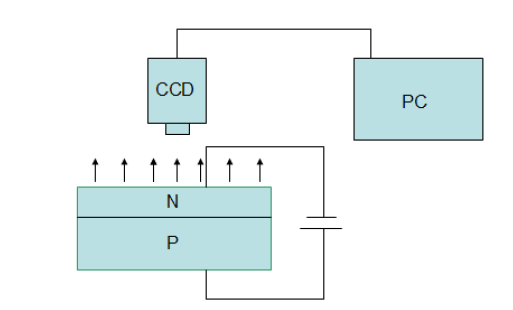
Fig.2-2电致发光
2.3微波光电导衰减法(u-PCD)
u-PCD主要包括904nm的激光注入产生电子-空穴对(Fig.2-3a),导致样品的电导率增加,当撤去外界光注入时(Fig.2-3b),电导率随时间指数衰减,这一趋势间接反应少数载流子的衰减趋势,从而通过微波探测电导率随时间变化的趋势得到载流子的寿命。
Fig.2-3a激光激发
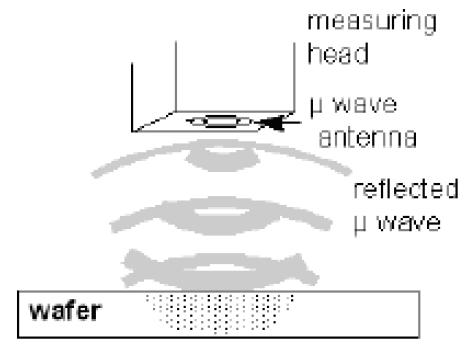
Fig.2-3b微波探测
2.4方块电阻扫描(SHR)
SHR测试探头在中心有一个激光源(Fig.2-4),紧跟着有两个同心圆环形电容电极,激光的频率可以调整。激光注入产生电子空穴,内建电场将电子空穴分离,将产生表面势,表面势反映了SHR信号并且向横向扩散,内外探头获取表面势。硅片的方阻通过在两个电容电极测量电势的比率计算。
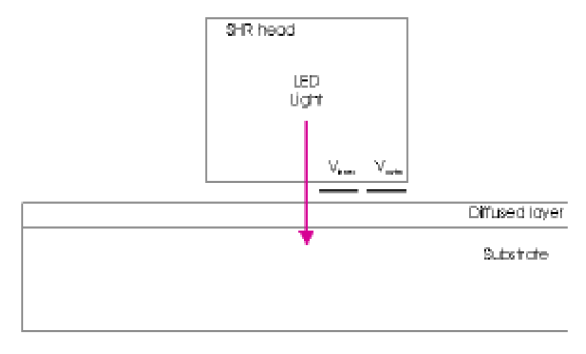
Fig.2-4SHR
2.5串联电阻扫描(Corescan)
Corescan的扫描头包含一个光源和金属探针(Fig.2-5),扫描过程中,将电池片短路连接,扫描头以固定的扫描间距、速度移动,光源照射在电池片上产生光生电流,同时金属探针在电池片表面划动,测量光照位置的电压值,电压值即表征了电池片正面的串联电阻的大小。
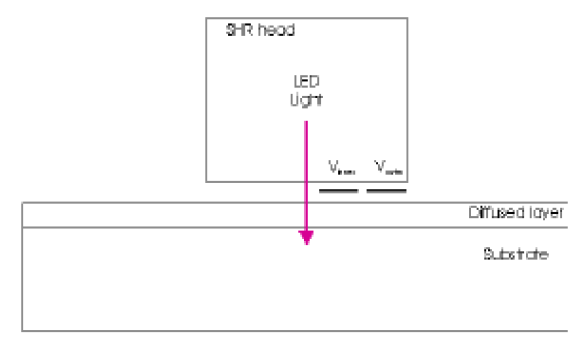
Fig.2-5Corescan
3.1原材料缺陷
原材料的优劣影响电池片的光电转换效率,有效的检测原材料的优劣,降低原材料的不合格率,能够直接减少经济损失。Fig.3-1所示为“黑芯片”的PL图片,在光照条件下,黑色区域存在大量的缺陷,它们起到复合中心作用,使得载流子在此处复合时发出较弱的光,而温场不均匀造成的位错或杂质氧沉淀导致黑芯片的产生,其电池片的电性能一般显示为Irev、Rs略高、Rsh较正常,Voc稍低,只是Isc明显偏小。

Fig.3-1黑芯片
Fig.3-2a为“四角黑”电池片的EL图片,腐蚀掉正背面电极、氮化硅、PN结后测试其少子寿命,如Fig.3-2c所示,从图中可看出,电池片黑角区域的寿命相对正常区域严重偏低,说明此处存在大量的缺陷,可能原因是硅棒在拉制过程中,外层有污染或有晶体缺陷产生,而导致硅材料的性能下降。一般电池片的电性能显示为Voc稍低,Isc明显偏小,其余性能参数较正常。
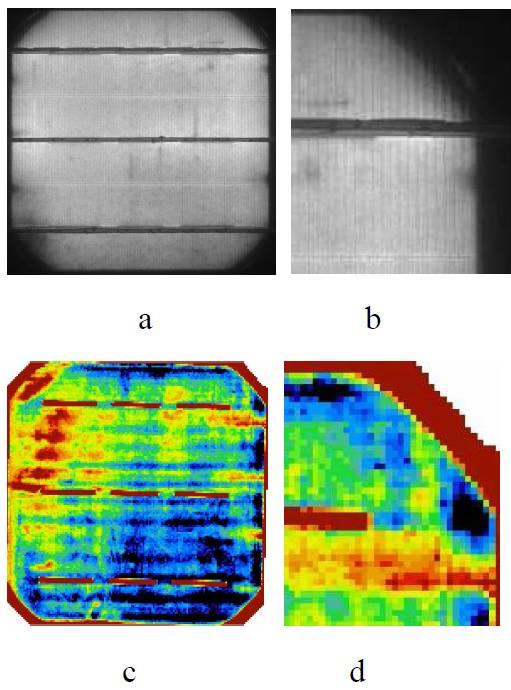
Fig.3-2四角黑
从附表1的IV数据可以看出,整体暗电池片的Voc比正常片低了12mv,通过Fig.3-3的EL图像(同一亮度)可以明显看出两片电池片的差异。腐蚀两片电池片的氮化硅薄膜、正背面电极、电场及PN结后测得整体暗的电池片平均寿命为8.76us,而正常片的平均寿命为11.45us(Fig.3-3c、d),原材料中含有过多的杂质导致复合增加是造成Voc偏低的主要原因。
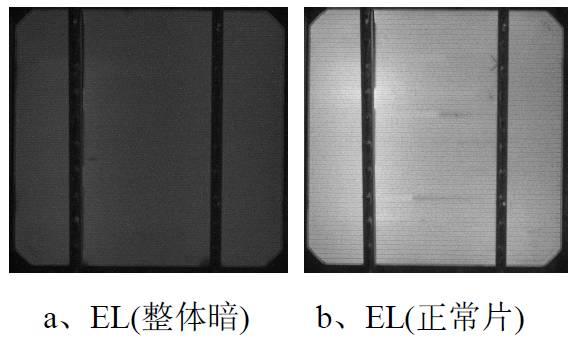
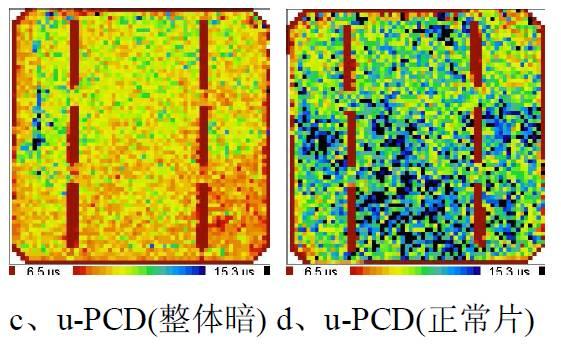
Fig.3-3整体暗
3.2工艺诱生缺陷–滑移位错
当温度在大约900℃以上时,硅晶体的屈服极限降低,晶体中位错有可能发生运动而引起塑性形变。扩散、热氧化等过程都是在900-1200℃范围内进行,硅片在加热或冷却过程中,由于各处受热或冷却不均匀而产生温度梯度,热膨胀情况各处不同,继而产生热应力。当晶体中的热应力超过其弹性极限时,产生位错,位错通过位错源发生增殖,最终产生滑移线。位错源包括:a、晶体表面的机械损伤和微裂纹;b、杂质或O-Si的原子集团,旋涡带;c、掺杂剂的局部聚集等。一般而言,热应力在硅片的边缘比较大,因此边缘的滑移位错比较明显,然后向中心蔓延,严重时可以出现星形结构[2]如Fig.3-4a,Fig.3-4b为出现星形结构硅片的u-PCD扫描结果,Fig.3-4c、d为生产过程中出现滑移线的电池片EL图像。降低温度梯度减少热应力的产生是降低滑移位错产生的有效方法之一。
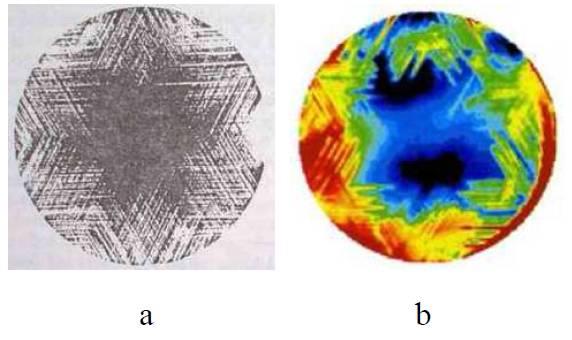
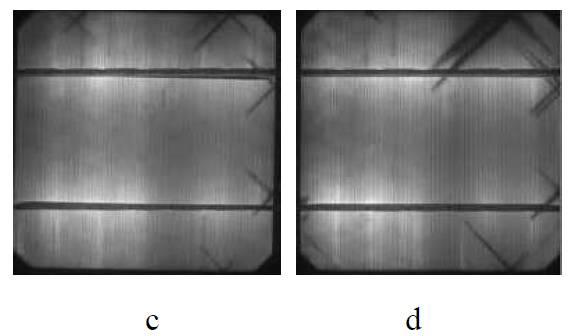
Fig.3-4滑移位错
3.3工艺异常
3.3.1扩散异常
扩散制结为电池片制造过程中的核心步骤,P-N结的质量直接影响电池片的转换效率,结浅,电池片短波响应好,但会引起Rs增加;结过深,死层较明显,如果扩散浓度太大,则引起重掺杂效应,使电池开路电压和短路电流均下降,因此太阳电池的结深一般控制在0.3~0.5mm,方块电阻在50W/□左右。附表2为失效电池片的IV数据,由Fig.3-5b图可知电池片左下角黑色区域的电压高达440mV,腐蚀掉正面电极及氮化硅薄膜后扫描方阻(Fig.3-5c)后明显看出黑色区域的方阻比其他区域偏高,导致此区域与现有烧结工艺不匹配而没有形成良好的欧姆接触产生较大的Rs值。
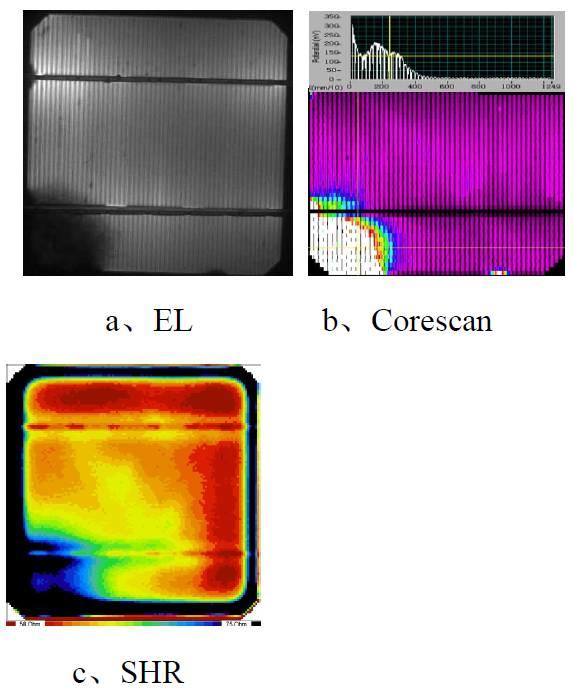
Fig.3-5扩散异常
3.3.2镀膜异常
铝背场(BSF)能够降低电池片背面的少子复合,提高少子扩散长度;反射长波段光子,提高长波段的光谱响应,最终提升电池片的光电转换效率。由附表3可知此电池片有很低的Voc和Isc,从Fig.3-6a、b可知铝背场出现异常,腐蚀掉铝层后发现(Fig.3-6c)电池片的背面的90%以上的区域含有氮化硅薄膜,由于电池片采用管式PECVD镀膜方式,在舟中两片电池片背靠背放置,由此可知电池片在镀膜过程中,其中一片脱落或破碎,导致此片电池背面被镀膜,背面由于氮化硅的存在,使得经过丝网印刷后电池片在烧结过程中无法形成铝背场,且铝电极也无法与硅形成良好的欧姆接触,最终形成此类低效电池片。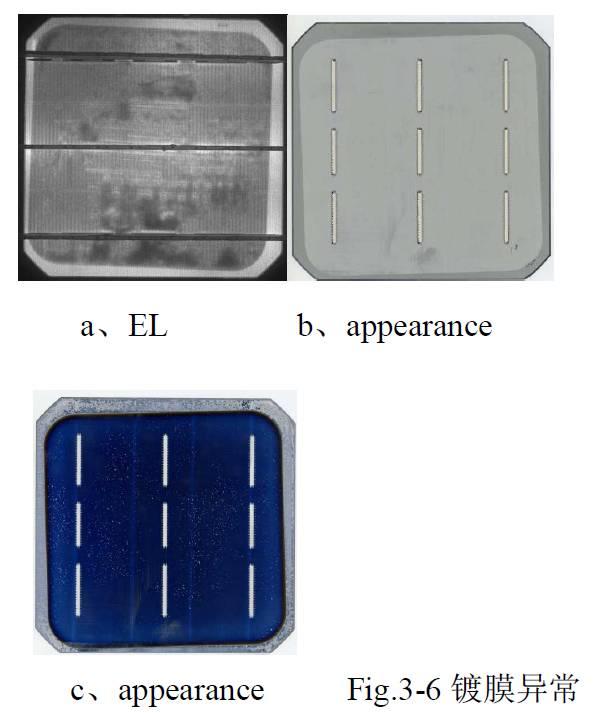
3.3.3烧结异常
附表4是电池片的IV数据,可以看出其Rs非常高,Fig.3-7为电池片的各种测试结果,通过扫描corescan(Fig.3-7b)得知缺陷处的电压高达150mV,腐蚀后测试其方块电阻
(Fig.3-7c)发现缺陷区域与正常区域的方阻值没有明显的差异,此电池片的漏电流大约为1.23A,漏电的主要位置从Fig.3-7d可以看出,其原因是电池片此区域存在异物如Fig.3-7f所示,异物高度大约为3um,因此过高的烧结温度及表面异物污染导致较大的反向漏电流造成低效片的产生。
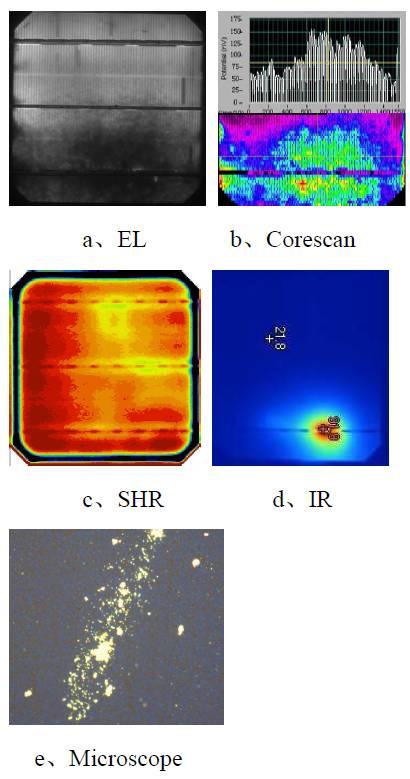
Fig.3-7烧结异常
EL和PL的区别上文中已经提出,即EL通过电池的电极注入载流子而PL不通过电极注入载流子,因此如果电池片存在严重的烧结异常(Fig.3-8b)时,通过EL无法检测出其他异常,但结合PL则可以检测出除烧结异常外的其他缺陷(原材料缺陷Fig.3-8a、指纹印、隐裂等),因此在检测电池片的过程中,EL结合PL能够起到事半功倍的效果。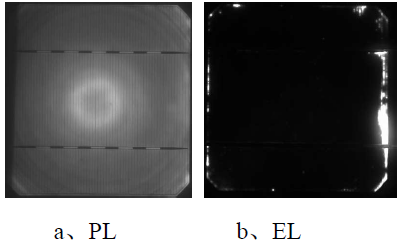
Fig.3-8PL结合EL
3.3.4印刷异常
良好的印刷质量,能够减少金属电极与硅片间的接触电阻,影响电池的填充因子、短路电流和光电转换效率,断栅、印刷不均匀都会导致线性电阻增大,降低转换效率[3]。
Fig.3-9a为存在大量断栅的电池片的EL图片,IV数据如附表5,可以看出断栅处显示为黑色,说明此处没有电流通过导致响应变差,Fig.3-9b是断栅区域某根栅线的局部放大图片。

Fig.3-9断栅
本文讨论了原材料及电池片生产过程中的常见缺陷及异常现象,并利用各种测试设备的检测结果简单分析了缺陷及异常现象的成因,针对分析结果改善工艺条件,以减少产品的不合格率,为公司降低成本减少损失。
来源:中电电气
![]()
![]()
原文始发于微信公众号(坎德拉学院):电池片生产过程中的常见缺陷成因与解决